
本日(2015/12/20)テレビドラマ下町ロケットが最終回でしたね。いや~、ホントあのドラマは技術者の心に突き刺さるドラマでしたね。僕と同じで?興奮された方も多いのではないでしょうか?さて、今回は、タップについて記事にしてみました。タップと聞くと「別に知りたいことなんて何もない」と思われる方もいるかと思いますが、基本的な認識の復讐も兼ねて読んでいただけるとありがたいです。ご指摘等あれば遠慮なくコメントいただければと思います。随時、返答していきたいと思います。
[Adsense_kiji]
タップの特長とは?
まず、設計をしている人で”タップ(穴)”という言葉を聞いたことがない人はおそらくいないと思います。
一応、画像を載せておきますね。

タップ(穴)とは、穴の内側にネジ切り加工を施した めねじを意味しますが、同じタップでも、タップ工具といえば、タッピング(おねじ)を意味します。
タッピング工具

この記事では、”タップ(穴)”について その特長や加工条件、設計ノウハウをご紹介しようと思います。タッピング工具ではありませんので、あしからず。
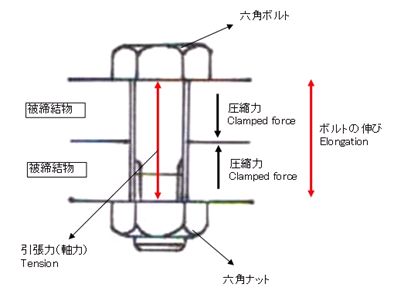
まずは、タップの役割といえば、パッと思いつくのは、”締結”だと思います。
Aという部品とBという部品をくっ付けるための締結の役割があります。
ボルト以外にも締結方法にはいろんな種類があります。シャフトなどの圧入や止め輪、カップリングもありますし、パワーロックや割りピン、接着剤でも締結できます。部品の形状や目的によって、締結方法の選択肢が変わってきますよね。
その中でも、ボルト-タップは格段に締結力が強いと言えます。逆に言えば、締結力を重視する場合は、ボルトを選択するということです。
またボルトは、締結以外でも”回転力を押し出す力”に変えることにも活用できます。一般的なイメージでは、ジャッキなどがそれに当たります。(油圧式ではない、簡易的なジャッキになります)

タップ穴とボルトにはネジ山加工が施されています。ネジ部が回転するとメス側の谷部とオスのネジ山部が物理的に接触し、回転力を推力へと変換します。
この推力は、材質の強度に依存しますので、ネジ山が摩耗して削れるまで力を出すことができます。この原理を利用して、小さな回転力を大きな推力に変換させた道具がジャッキになるわけです。
このように、タップには2つの大きな役割があります。
![]() 部品同士の締結
部品同士の締結
![]() 回転力を変換した推力
回転力を変換した推力
部品を締結するボルトには、このタップ穴が必要不可欠であり、(ナットもこのタップ穴が施された部品となる)ジャッキなどの推力の働きをする大切な要素となっています。
タップ穴の規格や種類
タップといっても実はいくつか種類があります。例えば、こんな感じです。
![]() 切削タップ(並目、細目)
切削タップ(並目、細目)
これは、タップのネジピッチが異なるもので、ボルトのサイズによってもピッチが異なります。
例えば、M6の並目だとピッチ1mmですが、同じM6でも細目になるとピッチ0.75mmになります。これが、M4だと並目のピッチ0.7mmで細目になるとピッチ0.5mmになります。
![]() 管用タップ(ガスタップ)
管用タップ(ガスタップ)
テーパ勾配がついたタップのことです。
水道管部品やホース部品などにPF(平行)やPT(テーパ)といった記載がそれにあたります。管用ねじの使い方には、おおむね2通りの種類があって、おすとめすのPF同士を組み合わせるパターンとおすとめすでPFとPTを組み合わせるパターンがあります。
![]() ロールタップ(盛上げタップ)
ロールタップ(盛上げタップ)
ネジ山の体積を考えた下穴から、潰すというかネジの形を押し着けてネジ山を作る物です。そのため仕上がりが美しいので、表面粗さの指示の有る場合とか、削らないのでキリコの除去が必至の食品関連とかではこれですね。
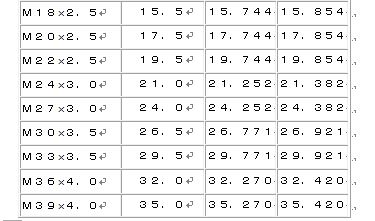
ロールタップはかなり特殊なタップとなるので、ほとんどの場合、切削タップか管用タップを使うことが多いと思います。切削タップおよび管用タップのサイズはJISで規格が決まっていますので、そちらを参考に選ぶことができます。
私がいつも使っている表を紹介しておきます。
[切削タップの規格表]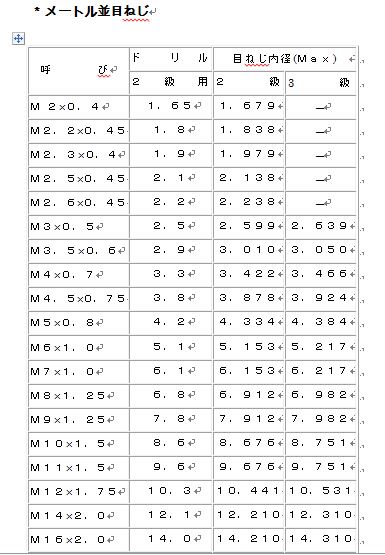
[板金部品タップ穴基準]

[管用タップの規格表]

タップ加工の注意点
次に、タップ加工の設計の注意点について紹介します。注意点なんてないと思うかもしれませんが、無意識に判断していることも含め、書いていこうと思います。
1.ネジ山の掛かり
タップでネジ山を加工する際に必要な山数としては、
最低3山分はほしいところですが、できれば4、5山以上を推奨します。
まず3山とはタップ加工で必要となる最低限の山数を意味します。最低限の山数ですので、それ以上ほしいということです。タップ穴深さが少ないかなと感じたら、タップサイズに応じたピッチを確認し、何山確保できているのかを確認してみましょう。
2.最小板厚
これは会社の設計基準に基づき決めていく内容ですが、もしそういった基準がなければ、一覧表を作ると便利です。
個人の判断で行ってしまうと、設計品質のバラつきが生じますし、細かなことですが、こういった設計基準を各設計者が見る癖を
付けてしまえば、いちいち考える手間も省けます。
参考までに、私が使っている板厚とタップサイズの関係表を載せておきます。

この表がすべてではなく、まだ設計基準などがない場合などに参考にしていただければと思います。
3.細目、並目
タップのピッチには、細目と並目があります。通常の場合は並目ピッチのネジを使います。並目は、リード角が大きくネジ山が大きいため、細目に比べネジ山の強度は大きくなります。大きな荷重や繰り返し荷重に強いネジ山となります。
一方、細目ピッチの場合は、リード角が小さくなり、ネジ山が小さくなります。大きな荷重には耐えられませんが、直線方向の出入りの微調ができることが特長です。
ゼロから設計する上で、あえて細目ピッチで設計することはほとんどありません。ですが、センサ類や購入品で細目ピッチのタップ加工が施されている部品がたまにあります。取り説などの図中にピッチ表記がされている場合は注意が必要です。
購入品が細目なのに、相手部品(製作品)が並目だと、当然取り付けられないので、そこだけは注意しましょう。
4.タップ深さ
タップ深さには、暗黙の了解的な寸法指定があります。
”ねじ山の掛かり”は最低必要3山ですが、推奨は4、5山以上の掛かりとなります。最低3山とは、どうしてもタップの深さが取れない場合の目安であって、肉厚が確保できる部材に関しては適用しない条件です。
では、通常のタップ深さの寸法は?というと、
ねじ径の1.5~2倍が通常のタップ深さとなります。
例えば、M6のタップを使うのであれば、タップ深さは、6x1.5=9mmもしくは、6x2=12ですね。これは会社ごとに規格が決められていると思うので、その規格に準じてもらえればと思います。
現在ではCADを使って設計されると思いますので、そのときに、タップ図を子図として登録されると思います。
子図は、CADでよく使うパーツ、例えばタップやボルト、ナットやアイボルトなどをあらかじめ登録し、利用するためのものです。子図を使えば、人(設計者)が変わっても自然とタップ深さを守れる設計となりますよね。
もっと厳密に深さを決めたいのであれば、こちらが参考になるかもしれません。
雌ねじ加工する時、ボルトがSS系で、雌ねじ加工の材質が、
* 軟鋼・鋳鋼・青銅の場合;雌ねじ長さ = ねじ径×1.0
* 鋳鉄の場合 ;雌ねじ長さ = ねじ径×1.2
* 軽合金の場合 ;雌ねじ長さ = ねじ径×1.8
ここまで、厳密に区別してもいいのですが、先ほどの子図との絡みみありますので、検討してみてください。
以上がタップ穴に関する設計上の注意点と最低山数の決め方でした。これら知識が自然と身につくように日々気をつけましょう。
[Adsense_kiji]


コメント